Welcome to
JBG HEXA
As one of the leading TMT bar manufacturers in West Bengal and North East India, JBG HEXA, part of the prestigious Jai Balaji Group, stands at the forefront of steel manufacturing excellence.
Our high-strength steel bars are engineered using advanced Thermex technology, ensuring superior performance and durability. HEXA manufactures earthquake-resistant TMT bars, corrosion-resistant steel bars, and other products to serve as the preferred choice of construction professionals throughout the region because of our commitment to strength, safety, and resilience.
Raw Material Selection & Melting
- Premium Iron Ore or scrap is selected and melted in an induction or electric arc furnace.
- Refinement ensures the desired chemical composition for optimal performance.
German HSE Quenching System
Our Organisational Pillars The Foundation of HEXA’s Success
With precision and power, our TMT bars offer unmatched strength and resilience for the most demanding construction projects.
Integrity is key. From manufacturing to delivery, we maintain full transparency and provide dependable delivery practices.
We set industry trends by investing continuously in research and development and technological advancement to manufacture the safest bar products.
Our customers are at the heart of our operations. Our organisation delivers customised and tailored solutions for contractors and end-users.
Our commitment extends beyond construction. We focus on sustainable practices and support social initiatives that foster growth and stability.
We’re proud of our deep-rooted connections with dealers and builders across markets to build enduring relationships based on trust.
Lorem ipsum dolor sit ametcon sectetur adipisicing elit, sed doiusmod tempor incidi labore et dolore magna aliqua.
Lorem ipsum dolor sit ametcon sectetur adipisicing elit, sed doiusmod tempor incidi labore et dolore magna aliqua.
Lorem ipsum dolor sit ametcon sectetur adipisicing elit, sed doiusmod tempor incidi labore et dolore magna aliqua.
Lorem ipsum dolor sit ametcon sectetur adipisicing elit, sed doiusmod tempor incidi labore et dolore magna aliqua.
Lorem ipsum dolor sit ametcon sectetur adipisicing elit, sed doiusmod tempor incidi labore et dolore magna aliqua.
Lorem ipsum dolor sit ametcon sectetur adipisicing elit, sed doiusmod tempor incidi labore et dolore magna aliqua.
Lorem Ipsum proin gravida nibh vel velit auctor aliquet. Aenean sollicitudin, lorem quis bibendum auctor, nisi elit consequat ipsum, nec sagittis sem nibh id elit. Duis sed odio sit amet nibh vulputate cursus a sit amet mauris.

Lorem ipsum dolor sit amet, consectetur adipisicing elit.
Lorem ipsum dolor sit amet, consectetur adipisicing elit.

Lorem ipsum dolor sit amet, consectetur adipisicing elit.
Lorem ipsum dolor sit amet, consectetur adipisicing elit.

Lorem ipsum dolor sit amet, consectetur adipisicing elit.

Lorem ipsum dolor sit amet, consectetur adipisicing elit.
- Client: Company Name
- Location: Melbourn, 34567
- Start date: 24 Jan 2016
- Finish date: 11 Jun 2016
- Surface area: 4520 m2
Exceptional Strength and Ductility
HEXA TMT bars offer the perfect balance of strength and ductility, ensuring long-lasting and secure construction.
Thermo-Mechanical Treatment with World-Class Thermex Technology
The treatment enhances TMT bars’ performance for challenging construction needs.
Superior Weldability
These bars enable excellent weldability because they maintain their strength at joints while delivering seamless construction processes without strength reduction.
Flawless Finish
The construction efficiency reaches its peak through fixed-length bars, which simplify handling operations while minimising unnecessary material waste.
Optimal Construction Efficiency
Fixed-length bars simplify the construction process, ensuring ease of handling and minimal waste.
Earthquake and High-Temperature Resistance
HEXA TMT bars are designed for earthquake and high-temperature resistance, ensuring safety and durability in extreme environments.
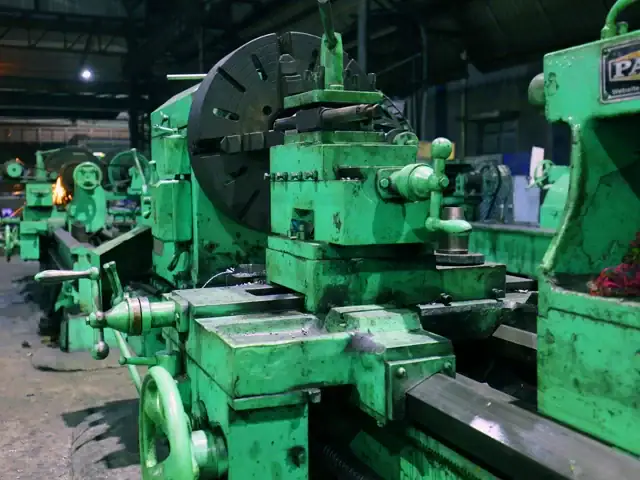
Advanced Thermo-Mechanical Treatment for Unmatched Strength
- Location: Unit-IV, Vill – Banskopa, P.O – Rajbandh Durgapur – 713212, Burdwan.
- Equipped with the latest technology for consistent, high-quality production.
- Every TMT bar undergoes rigorous quality checks.
- Bars meet industry standards for strength, safety, and reliability.
- Hardening
- Recovery and Recrystallisation
- Precipitation
- Allotropic Transformations
- Heat Treatment
- Water Quenching
- Transforms low-carbon steel into high-strength bars.
- Steel billets (“pencil ingots”) are heated to 1200°C – 1250°C.
- Billets are progressively rolled to achieve the desired shape and size.
- The surface layer converts to martensite, applying pressure to the core.
- Maintains temperature differentials across bars for consistent properties.
- Slow cooling converts martensite to ferrite and pearlite for added strength.
- Bars feature martensite, bainite, and ferrite layers, offering resilience, ductility, and strength.
TMT Bar Manufacturing Process with German HSE Technology
Raw Material Selection & Melting
Continuous Casting
Rolling Mill Process
German HSE Quenching System
Self-Tempering
Atmospheric Cooling
Lorem Ipsum proin gravida nibh vel velit auctor aliquet. Aenean sollicitudin, lorem quis.
Lorem Ipsum proin gravida nibh vel velit auctor aliquet. Aenean sollicitudin, lorem quis.
Lorem Ipsum proin gravida nibh vel velit auctor aliquet. Aenean sollicitudin, lorem quis.

Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco.

Lorem ipsum dolor sit amet, consectetur adipisicing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco.